0563-35-3235
0563-35-3235 0563-35-3265
0563-35-3265

Before (改善前)

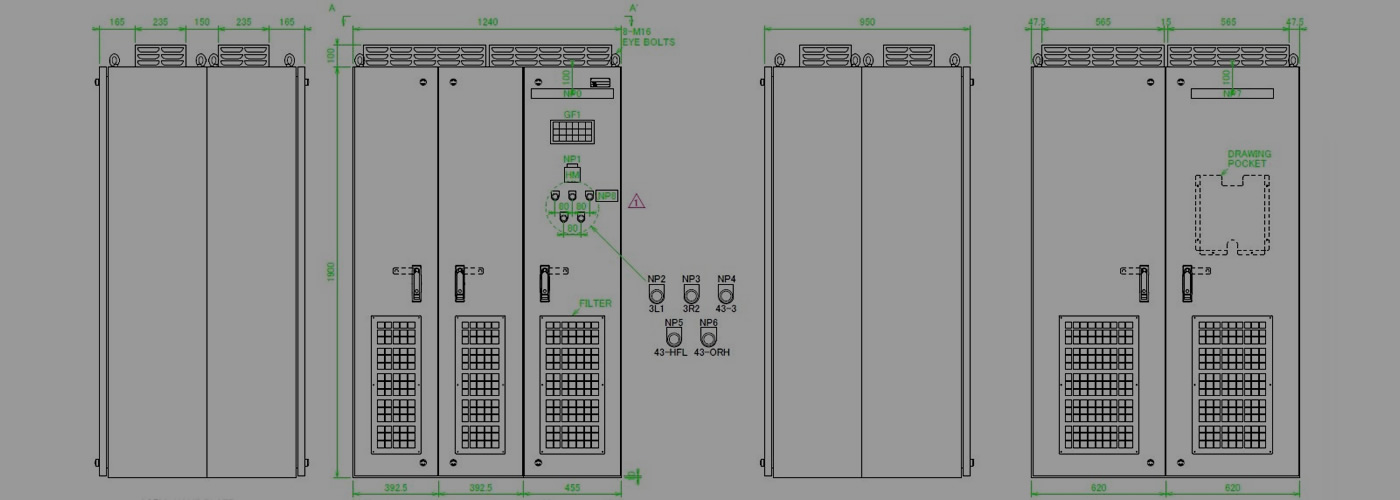
アングル材でフレームを構築し、複数のパネルを溶接・補強することで盤を組立てる作業手順は、代表的な制御盤の製作方法の1つです。この手法では、制御盤が連結盤(複数の制御盤が横に並んでいる盤)や、制御盤の縦横の寸法が2,000mmを超える大型サイズの場合には、これらに対応できる大型の塗装ブースと乾燥炉の設備が必要となります。このような設備を使用すると盤筐体の製作コストの増大の要因になる上に、塗装・乾燥設備の空き状況によって製作納期が影響を受けるため、コストだけでなく納期も長くなることがあります。
V
After (改善後)

連結盤(複数の制御盤が横に並んでいる盤)や大型の制御盤(縦横寸法2,000mmを超える制御盤)を設計・製作する際に、制御盤を6面パネル組合せ構造にすることで、塗装ブースや乾燥炉の設備に影響を受け難くすることが可能です。制御盤の各パネルを組み立てる構造設計によって、塗装は粉体塗装ラインで対応が可能になり易く、乾燥方法自体が乾燥炉を使う場合であっても、炉内部の設置も数量と自由度が広がります。このように大型の設備を必要としない制御盤の筐体の6面パネル構造は、通常の構造と比較して、コスト削減と短納期対応が実現しやすくなるのです。